激光塑料焊接工藝方法和可焊材料的選擇
隨著新型材料加工技術的發展,塑料產品正因其質量輕、耐腐蝕、絕緣性好和成型加工性能優良等特性,已經大量取代金屬和陶瓷等傳統材料,廣泛應用于航空、船舶、汽車、醫療器具、食品包裝以及日用化工等領域。塑料件連接工藝的好壞對塑料產品的廣泛應用有著重大的意義。
同時,隨著國內激光技術所需設備費用的不斷下降以及各大領域對塑料件焊接工藝要求的逐步提高,激光塑料焊接技術越來越受歡迎。
那么日常生活中看到的各種塑料產品是怎么焊接的呢?接下來奧萊小編將從塑料焊接工藝方法、激光塑料焊接工藝、激光塑料焊接行業應用及發展趨勢等方面來科普下塑料焊接。
所有的塑料材料都可以焊接嗎?
是不是任意一種塑料材料都可以焊接呢?塑料根據其物理化學性能分類,分為熱固性塑料和熱塑性塑料。
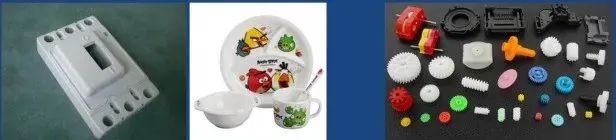
熱固性塑料? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?熱塑性塑料
其中熱固性塑料為化學分子結構,一般是一次成型。如上左圖中開關面板和幼兒用的碗都是熱固性塑料加工而成的,它們具有耐高溫的特性,質地堅硬、難以熔化,加熱后也不再軟化,過度加熱直接分解。
另一種熱塑性塑料特點明顯不同,如上右圖是熱塑性的塑料零件,它們在受熱時發生軟化或熔化,可流動成型,且可以反復多次加熱。由此可知,并不是所有塑料材料都能實現焊接。
塑料焊接工藝有哪些類別?

塑料焊接工藝類別
目前常用的塑料焊接工藝方法主要有四類:
(1)熱板焊接——通過熱板加熱后進行的焊接,如示意圖將產品熔化后再取出熱板,產品加壓實現焊接;
(2)超聲波焊接——利用高頻振動波傳遞到需要焊接的物體表面,在加壓的情況下,摩擦生熱進行產品的焊接;
(3)振動摩擦焊接——兩個塑料部件在一定的壓力、振幅和頻率下,相互接觸摩擦。因摩擦產生熱量,使得材料在焊縫界面處熔化。在壓力下,熔融塑料從焊縫區域流出形成溢料。在振動停止后,熔融塑料層固化,并產生一個堅固的接頭;
(4)激光焊接——激光焊接技術是借助激光束產生的熱量使塑料接觸面熔化,進而將熱塑性片材、薄膜或模塑零部件粘結在一起的技術。
這四種焊接方式的優缺點如下圖,其中塑料激光焊接的優點尤為明顯,它可以加工復雜零件,且具有焊接周期短、可在線監控、設備維護成本低的特點。

焊接方式優缺點對比圖
塑料焊接方法的類型
塑料焊接方法一般分為四類:
(1)輪廓焊接:激光沿著塑料焊接層的輪廓線移動并使其熔化,將塑料逐漸粘結在一起。主要用于焊接規則外形且有焊接速度要求的零件;
(2)同步焊接:使用帶有多個激光口的激光發射器,通過光學器件調整激光束的方向和形狀;激光束通過程序引導,沿著焊接層的輪廓線焊接,使整個輪廓線同時熔化并粘結在一起。主要用于焊接接觸面積較大,且焊接一致性要求較高的零件;
(3)掃描焊接:又稱準同步焊接,它綜合了上述兩種焊接技術。利用光學器件產生高速激光束,沿著待焊接的部位移動,使得整個焊接處逐漸發熱并熔合在一起。此方法對激光發射設備要求較高;
(4)掩膜焊接:通過預先制作的模板遮擋無效區域的激光束,只暴露出精確的焊接部位,僅對焊接區域進行熔化,實現焊接過程。這種焊接技術精度高,是目前應用較廣的激光焊接技術,設備通用性強,模板制作簡單、成本低,可以實現低至10μm的高精度焊接。

工藝方法分類圖示
激光塑料焊接裝置
塑料激光焊接裝置主要包括激光器、焊接頭和焊接夾具。激光器的選擇主要根據塑料材料特點來選擇。大部分塑料都是選擇透過率高的波長為808nm~1100nm激光器,焊接完全透明材料時需要在原材料中添加激光吸收劑或零件表面涂激光吸收劑促進激光的吸收。透明醫療材料則選擇激光吸收率高的波長為1710nm或1940nm的激光器。

3U直接半導體水冷激光器
奧萊光電3U直接半導體水冷激光器相對于傳統的激光器,具有更高的光電轉換率,更低的功耗。波長有915nm和980nm可選。直接半導體激光器結構緊湊,使用方便。由于其柔性的激光輸出方式,能夠方便地與系統設備進行集成。
塑料焊接工裝夾具一般包括夾板總成、壓力傳感裝置以及壓力驅動裝置。根據產品的結構設計不同的工裝夾具,使用的焊接頭一般為準直聚焦焊接頭和高速振鏡兩種,兩種焊接頭的典型適用范圍分別是掃描焊接和填充焊接。
工藝參數方面:夾緊力一般為0.1 Mpa~2Mpa,激光功率一般為10W~100W,輪廓焊接速度一般為5 mm/s~100mm/s,焊接處光斑直徑一般為0.5mm~5mm。焊接的工藝流程一般包括零件清理、焊接和測試。零件清理主要是去除樣件表面的脫模劑和污物。產品測試主要包括外觀檢查、氣密性測試、拉力測試、破壞性測試,其中醫療產品還需要進行藥理毒性和生物相容性測試。

激光塑料焊接工藝流程
那么塑料焊接后會產生哪些缺陷呢?焊接缺陷一般包括未焊合、氣孔和孔洞,下圖是焊縫的縱截面形貌,左圖可以看到上下兩層材料中間有黑色未焊合區域,那么可以增加功率或降低焊接速度來避免這種缺陷,中間這幅圖可以看出存在氣孔,可以增加焊接夾緊力來消除缺陷;右圖黑色部位為焊接孔洞,這是能量密度高造成的,因此可以降低功率,增加焊接速度。

焊接缺陷及糾正措施
激光塑料焊接行業應用及發展趨勢
激光塑料焊接目前主要應用在汽車、家電、消費電子以及醫療行業。基于激光塑料焊接對塑料材料的光學特性要求,未來的行業發展趨勢將在新型塑料材料的開發方面——包括黑色透光材料的開發,讓我們拭目以待。


