恒溫激光錫焊系統在電感行業的應用優勢
恒溫激光錫焊系統在電感行業的核心價值是控溫精準、熱影響區小、焊點一致,完美適配微型化、高頻化、高可靠性的電感制造需求,已成為漆包線端子 / 引腳、微型焊盤、一體成型電感三維引腳等關鍵工序的優選方案,尤其適合車載、5G 射頻等高端場景。
核心應用場景與工藝方案
微細漆包線端子焊接(繞線 / 功率電感)適配線徑0.01–0.1 mm單股或多股漆包線與0.6×0.6 mm及以下微小焊盤的連接。采用錫球噴射(錫量精度 ±5%)或點錫膏 + 激光重熔,配合閉環恒溫與同軸 CCD 視覺(定位 ±0.1 mm),實現免接觸、低應力焊接。關鍵指標:熱影響區≤0.12 mm,磁芯溫度<120 ℃,避免磁性能衰減;絕緣層損傷率降至1% 以下。
高頻 / 射頻電感焊接恒溫控制最小化熱沖擊,保證線圈 Q 值、電感量等電性能參數穩定,滿足 5G 高頻應用的嚴苛要求。
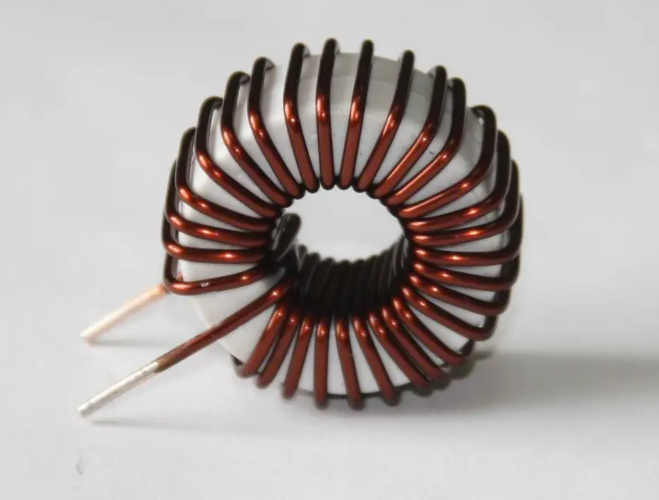
一體成型電感焊接激光束可達性強,適配三維分布引腳與復雜結構,解決傳統烙鐵難以觸及的焊點問題,兼顧自動化效率與焊接一致性。
車載功率電感焊接局部加熱不損傷磁芯,焊點抗振動、抗熱老化能力強,適配車規級可靠性要求。
核心技術優勢(對比傳統烙鐵 / 回流焊)
恒溫閉環控溫:實時監測焊點溫度,動態調整激光功率,溫度波動≤±5 ℃,杜絕虛焊、過焊,批量一致性顯著提升。
低熱影響區:能量高度集中,熱影響區≤0.12 mm,遠小于普通激光焊(>0.3 mm),避免磁芯退磁、焊盤脫落。
微焊點精密控制:支持0.15 mm錫球噴射,適配0.8×0.8 mm微小焊盤與1 mm窄間距,錫料浪費減少約40%。
非接觸與高適應性:無機械應力,適配漆包線、端子、PCB 插針等多種工件;可兼容無鉛錫膏 / 錫絲 / 錫球,部分場景免助焊劑,減少清洗工序。
自動化與良率提升:搭配視覺定位與路徑編程,自動補償漆包線擺放偏差,人工校準工作量減少約80%;良品率從傳統工藝78%提升至99.5% 以上,生產效率提升顯著。
典型工藝配置建議
溫控系統:PID + 實時功率反饋 + 同軸測溫,支持焊接溫度曲線編程與自整定。
運動與定位:高速振鏡 + XY 平臺,500 萬像素 CCD同軸視覺,定位精度 ±0.1 mm。
錫料供給:微錫球噴射(適合極小焊點)、精密送絲(適合需填充的端子)、點錫膏 + 激光重熔(適合批量貼片電感)。
冷卻與環境:內循環水冷保證激光器穩定;氮氣保護可選,降低氧化,提升焊點光澤與可靠性。

松盛光電激光錫焊系統的優勢
松盛光電激光錫焊系統的核心優勢在于三點同軸、閉環恒溫、超精密光路與全模塊化設計,在電感、PCB 插針、連接器等精密焊接場景,熱影響與一致性表現突出。
一、核心技術優勢
1. 三點同軸光路
激光 + CCD + 測溫三光路完全同軸,無偏移、無需反復校準。
定位與測溫同點,溫度反饋更準、調試更簡單。
解決行業多光路重合難題,大幅提升批量一致性。
2. 閉環恒溫控制(±2℃級精度)
實時紅外測溫 + 負反饋控溫,溫度波動≤±2℃。
支持溫度曲線編程 + PID 自整定,適配無鉛 / 低溫錫料。
杜絕過焊 / 虛焊,磁芯 / 漆包線熱損傷率<1%。
實時記錄溫度曲線,全制程可追溯。
3. 超精密光學與能量控制
光斑最小20–50μm連續可調,適配0.15mm 超細焊盤。
能量穩定性 **<3‰**,焊點一致性極強。
可選915nm 半導體 / 1070nm 光纖雙波長,適配不同材料。
環形光斑 / 動態焦點補償,邊緣熱累積更小。
4. 全模塊化與高可靠性
光學、運動、溫控、供料全模塊化,維護便捷。
無烙鐵頭損耗,過程穩定、壽命長。
20 年激光器 + 10 年焊錫工藝積累,成熟度高。


