三種激光錫焊工藝:錫絲,錫膏,錫球焊接應該怎么選擇
深耕行業多年,我們發現:企業在激光焊接工藝選型時,常陷入“試錯成本高、適配性差”的困境。為此,我們整合核心技術資源,推出錫膏、錫絲、錫球三大激光焊接工藝,并整理出完整的選型指南,幫你快速匹配最優方案,避開選型坑!簡單來說:大批量標準件選錫膏,異形多品種選錫絲,微精高可靠選錫球。下面,先帶大家逐一解鎖這三大“焊接利器”,再教你精準選型。
01
錫膏焊:批量生產的高效之選
錫膏激光焊接以錫膏為焊接材料,通過激光的高溫快速熔化錫膏,實現工件的精準連接。該工藝專為批量生產場景設計,具備極高的自動化適配性。
核心優勢
焊接效率高,可配合自動化產線實現連續作業;錫膏用量精準可控,有效降低材料損耗;焊接接頭平整光滑,一致性極佳,適合高精度小型元器件的批量焊接。
適用場景
消費電子(手機、電腦元器件)、汽車電子(傳感器、連接器)、醫療器械(小型精密配件)等批量生產的精密組件焊接。

02
錫絲焊:復雜工況的靈活之選
錫絲激光焊接采用連續送絲的方式,激光聚焦于焊接點的同時,錫絲精準送達熔池,實現實時熔化焊接。該工藝的核心優勢在于靈活性強,能輕松應對復雜結構的焊接需求。
核心優勢
可適應不同間隙的焊接需求,對工件裝配精度要求相對寬松;焊接過程實時可控,可根據焊接情況調整送絲速度與激光功率,容錯率高;適合各種復雜異形結構的焊接,能有效解決邊角、深腔等難焊部位的焊接難題。
適用場景
新能源電池(極耳焊接)、航空航天零部件、大型設備精密連接件等結構復雜、焊接工況多變的產品焊接。
03
錫球焊:微型精密的極致之選
錫球激光焊接以高精度錫球為焊接介質,通過激光定點加熱使錫球熔化,形成均勻的焊接焊點。該工藝是微型化、高精度焊接場景的“終極解決方案”,將焊接精度提升至新高度。
核心優勢
焊點尺寸極小且均勻,最小可實現微米級焊點焊接;焊接溫度集中,熱影響區極小,有效保護周邊精密元器件不受損傷;焊接強度高、穩定性好,適合對可靠性要求極高的核心組件焊接。
適用場景
微電子芯片、光通信組件、精密傳感器、微型醫療器械等超高精度、微型化產品的核心焊點焊接。
04
四大維度精準選型,幫你必坑
選型的核心是“匹配需求”,我們總結了生產中最關鍵的4個選型維度,建立清晰的判斷邏輯:
1. 生產效率需求:若需大批量連續生產,優先選錫膏激光焊接;小批量、多品類切換生產,錫絲激光焊接更靈活;微型化小批量高精度生產,錫球激光焊接是首選。
2. 精度要求:微米級焊點、熱影響區控制嚴格的場景,必選錫球激光焊接;常規精密組件焊接,錫膏激光焊接可滿足;復雜結構對精度容錯率稍高的,錫絲激光焊接更適配。
3. 工件結構:平面化、小型元器件批量焊接,錫膏激光焊接高效;異形結構、邊角/深腔等難焊部位,錫絲激光焊接可精準覆蓋;微型化、核心組件焊點,錫球激光焊接更可靠。
4. 成本控制:批量生產追求低成本高效益,錫膏激光焊接材料損耗低、效率高,綜合成本最優;小批量復雜工件,錫絲激光焊接無需大量前期備料,成本更可控;高精度核心組件,錫球激光焊接雖材料成本稍高,但可避免后續返修成本,長期更劃算。
1. 看產品特征:精度和形態是基礎
如果你的產品是常規貼片元件(如0402、0201電阻電容),焊盤規則且尺寸在0.2mm以上,那么錫膏焊接是最高效的選擇。
如果你的產品包含通孔插針、連接器、線材或異形金屬件,需要錫料填充不規則間隙,錫絲焊接的實時送料和靈活性更具優勢。
如果你的產品是微型精密元件(如MEMS傳感器、VCM馬達、攝像頭模組、晶圓植球),焊點尺寸≤0.2mm,或對熱損傷/機械壓力敏感,錫球焊接是唯一能勝任的方案。
2. 看生產規模:效率和成本要找平衡
大批量、單一規格(如智能手機主板):選擇錫膏焊接。前期通過鋼網批量預置錫膏,后期激光集中焊接,效率極高。
中小批量、多規格(如軍工、醫療定制化產品):選擇錫絲焊接。無需為每種產品定制鋼網,只需在程序中調整參數,換型成本低、速度快。
高精密、小批量(如高端傳感器):選擇錫球焊接。盡管設備投入高,但其極高的良率和一致性,能有效降低綜合制造成本。
3. 看質量要求:可靠性和潔凈度是關鍵
如果產品對潔凈度要求極高(如光電器件、MEMS),必須避免助焊劑殘留帶來的污染和腐蝕,那么錫球焊接的“無助焊劑”特性是決定性優勢,焊后無需清洗。
如果產品需要承受嚴苛的環境考驗(如汽車動力系統部件),要求焊點具備高可靠性,可以選擇含銀的高溫錫絲,配合精密的溫控系統,確保焊點耐振動和高溫。
選型補充:別忘了激光波長的匹配
在實際設備配置中,激光波長也會影響焊接效果。一般來說:
錫絲和錫膏焊接:常用915nm-980nm的半導體激光器。這個波段對銅焊盤吸收率高,能效好,成本也更有優勢。
錫球焊接:更推薦1064nm/1070nm的光纖激光器。其穿透力更強,能使錫球由內而外均勻熔化,且抗高反能力強,光束質量好,能聚焦到微米級光斑,滿足超精細加工需求。

05
三大激光焊接工藝對比
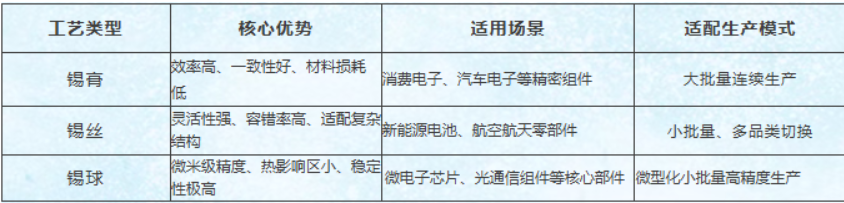
我們深耕焊接領域多年,我們擁有專業的技術研發團隊與豐富的項目落地經驗,可根據你的產品參數、生產需求,提供從工藝選型、方案設計到設備調試、技術培訓的全流程服務,助力你提升產品品質、降低生產成本、提高生產效率。


