激光焊接在氣密封裝組件的應用
航空航天、軍事以及醫療等行業都大量使用氣密封裝組件,以使內部精密器件免受環境因素的影響,提高關鍵電子設備的可靠性和使用壽命。通常情況下,氣密封裝是整個制造過程中最后一個關鍵步驟,一旦發生質量缺陷,整個產品可能報廢,雖然有部分可以返工,但是成本高昂。設計這些行業的產品時,選擇合適的密封封裝非常關鍵。環氧樹脂膠合、電阻焊接、電子束焊接和激光焊接是可用于氣密封裝的幾種常用技術,下面我們來細說這幾種技術的優缺點。
1.環氧樹脂膠合
使用環氧樹脂封裝方便快捷,適用于大批量生產,成本低,生產效率高,對殼體和蓋板的加工精度要求低,但缺點是它不能形成有效的氣密密封,水分能通過環氧樹脂遷移,破壞其氣密性。
2.電阻焊接
電阻平行縫焊是一種已經存在多年的可靠工藝,但它有幾個缺點:一方面,該工藝要求被焊材料具有高電阻率(如可伐),因此不能用于焊接鋁或銅等材料;其次,在開始焊接生產之前,新電極需要預熱,必須采用試樣將電極進行磨合;此外,電阻平行縫焊只能用于搭焊接頭,設計產品結構時會受限制。
3.電子束焊接
電子束焊接具有許多與激光焊接相同的優點,但電子束系統需要建立真空室在真空環境下焊接;焊接過程會產生X射線輻射需要做好屏蔽;若焊接后需要填充惰性氣體,還需再通過其他方法進行另一次密封焊接操作。
4.激光焊接
激光焊接相對于其他焊接工藝,具有可靠性高、熱量集中、熱影響區小、熱變形小、加工速度高、非接觸式焊接以及靈活性的CNC編程等優勢。為了適應激光氣密性焊接,在產品設計中需要考慮幾個比較重要的因素,以使設計人員能夠最大限度地利用激光焊接工藝進行氣密封裝。
激光焊接系統
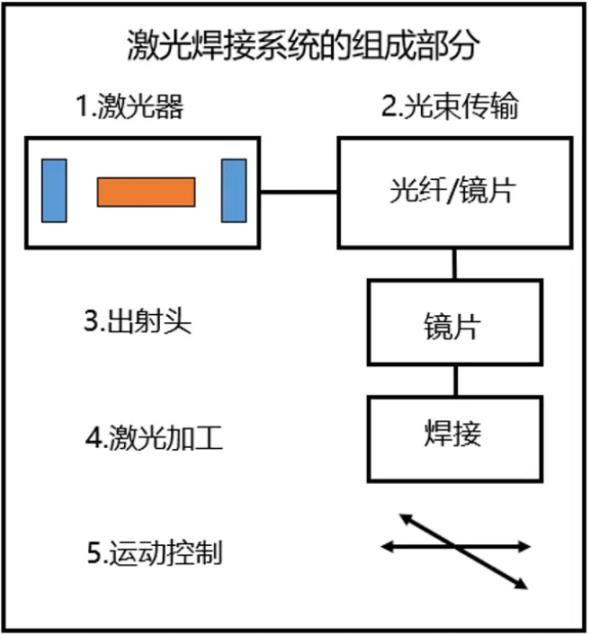
激光器發出的激光光束通過標準光學器件(硬光路)或通過光纖傳輸到出射頭或掃描振鏡。當使用標準光學器件時,激光器通常位于出射頭或振鏡的頂部,一個45°的反射鏡將光束向下引導穿過聚焦透鏡到達工件,目前已不常用。常見的是通過靈活的光纖將光束傳送到出射頭或振鏡,從而使激光器遠離加工區域。通過同時分光和分時分光技術可將一個激光器出光分配給多個出射頭或振鏡使用,以降低成本,提高效率。
通常情況下,激光焊接系統通常需要閉路電視視頻監控系統CCTV,CCD鏡頭可以采用與出射頭激光光束同軸采集焊接區域的圖像,也可以單獨布置CCD鏡頭采用側方采集圖像的方式。十字光標在顯示器上以電子方式生成,并和激光焊點中心重合,然后可以通過移動部件來精確定位焊縫的焊接位置,使焊縫的焊接位置(圖像)與十字光標對齊。通過激光焊接控制系統控制工件的運動,或者控制掃描振鏡的偏轉來實現焊接,主要包含焊縫軌跡、激光焊接參數、快門控制和保護氣體控制的設置。每種類型的待焊接零件的程序都可以存儲在控制系統中,一旦工藝試驗確定,切換產品幾乎不需要再做調整。
通常氣密封裝焊接熔深控制在0.3~ 1.5mm,具體取決于殼體、蓋板的尺寸、封裝連接方式和材料的配置。由于激光能夠聚焦到非常精確的位置,因此部件的熱影響區可以控制在較小的范圍。同時,激光也會發生反射損失,特別是在鋁、銅和金等高反材料中。高反材料初始焊接階段反射損失很高,但材料隨著表面溫度的上升逐漸形成熔池,熔化狀態的材料激光吸收率比固態高幾倍到數十倍,可以順利完成焊接。

桌面式溫度反饋精密激光焊錫系統WH-LA80
奧萊光電激光錫焊系統由多軸伺服模組,實時溫度反饋系統,CCD同軸定位系統以及半導體激光器所構成;松盛光電通過多年焊接工藝摸索,自主開發的智能型軟釬焊軟件,支持導入多種格式文件。獨創PID在線溫度調節反饋系統,能有效的控制恒溫焊接,確保焊接良品率與精密度。本產品適用面廣,可應用于在線生產,也可獨立式加工。
焊接工藝
在激光封焊之前,一般都需要將零件放入真空烘箱中以去除水分,通常需要在125℃下烘烤8~24小時,所以烘箱的容積需要和激光封焊的生產效率提前進行匹配。當烘烤完成時,將烘箱內充滿惰性氣體以平衡內外壓差,將零件轉移到手套箱主箱體中,進一步組裝或立即進行激光焊接。
將零件裝夾在焊接夾具中,并根據產品啟動相應的焊接程序。夾具可以是一個矩陣,以便容納多組零件,提高焊接效率。在進行縫焊之前,復雜的零件通常需要進行點焊,將蓋板固定到位。焊接周期可以持續幾秒鐘到幾分鐘,具體取決于焊縫的長度和焊接的零件數量。
焊接工藝設計,還要根據蓋板和殼體的材料熔點、厚度、鍍層、焊縫大小等確定使用的激光光斑大小,根據散熱能力和材料反射率,確定光斑的偏向比例,一般光斑覆蓋焊縫后要偏向散熱性好、反射率高的材料,從而使兩種材料達到熱平衡,保證良好的焊接效果。
總結
氣密封裝激光焊接技術設計一般都依賴于實際經驗的不斷積累,設計人員在進行產品設計時,要根據不同的產品要求來選擇不同的材料和鍍層,并確定連接結構,充分發揮出激光焊接的速度、可靠性和靈活性等優勢。


